Как варить листовой металл?
При правильно подобранном оборудовании, типе шва и электродах работы проводятся с минимальными затратами сил и времени
07 мая 2024, 18:00, ИА Амител erid: LjN8KKZ1u

Листовой металл – востребованный материал, из которого изготавливают гаражи, вольеры, резервуары, ограждения, лестницы, водостоки, корпуса различного оборудования, а также многие другие изделия. Чаще всего для стыковки листов используют сварку. Но как варят листовой металл?
Как варят листовой металл в зависимости от толщины?
Как варят листы в зависимости от толщины:
- если лист толстый (свыше 4 мм), его варят несколько раз от начала до конца, чтобы добиться надежного соединения листов. Поскольку следующий слой можно накладывать только после снятия окалины с предыдущего, на сварку толстых листов нужно много времени, сил и расходных материалов;
- средние по толщине (от 2 до 4 мм) листы свариваются ступенчатым способом. В итоге получается один шов. На этапе подготовки зона будущего стыка делится на участки по 15-20 см, а затем каждый участок проваривается по очереди с наложением на предыдущий отрезок шириной в 1 см;
- тонкие листы (до 2 мм) свариваются сложнее. Используется один из следующих способов: встык на подкладке без отбортовки или встык с отбортовкой кромок.
Подготовка материалов
Важно правильно подготовить листы. Во-первых, место будущего стыка необходимо очистить от окалины, краски, ржавчины и прочего при помощи абразивных инструментов и специальных обезжиривающих составов.
Во-вторых, важно правильное расположение листов (кромки нужно скосить под небольшим углом, оставив небольшой зазор между свариваемыми частями). Далее производится фиксация, для которой используются тиски, клинья, уголки.
Подбор оборудования и материалов
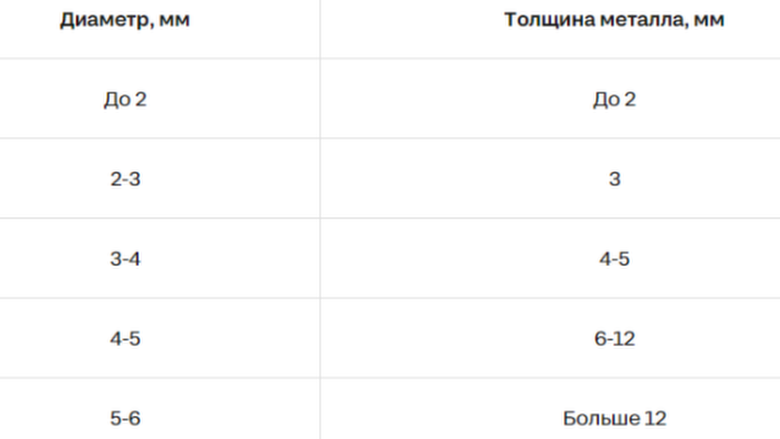
Чем толще лист металла, тем больший диаметр электродов потребуется. Рекомендованные характеристики представлены в таблице:
Важно правильно определить силу тока, чтобы металл был проварен на всю глубину. Универсальное правило: чем толще листы и электроды, тем большая сила тока нужна. При этом важно также учитывать способ накладки шва. Ориентироваться можно по следующей таблице:

При выборе типа шва учитывают следующее:
- Сварка элементов размещенных друг на друге параллельно с частичным перекрытием – шов внахлест.
- Наложение многослойного многопроходного двустороннего шва на основной корневой в центре позволяет получить тавровый или угловой стык. Чаще всего число слоев варьируется от 6 до 7 + 1 обратный.
- Шов встык также состоит из нескольких слоев, наносимых отдельно. Мастера используют зигзагообразные или спиралевидные движения, поэтому шов визуально воспринимается лучше.
Фото: freepik
ООО "Сити-Строй"
Реклама0
2
0
0
0
0





Комментарии 4
19:33:56 07-05-2024
До 2-х мм полуавтоматом
19:45:18 07-05-2024
С нетерпением жду статью "Как нарезать внутреннюю резьбу"
06:12:56 08-05-2024
Соль, перец, лаврушка
15:43:09 13-05-2024
Ваня (19:33:56 07-05-2024) До 2-х мм полуавтоматом... Любую толщину полуавтоматом можно варить. Так же и любую толщину электродом